Produktionsverfahren
Extrusion und Vulkanisation
- 1 Linie kontinuierliche Extrusion, UHF / HLK-Anlage, Extruder 120 mm
- 3 Linien diskontinuierliche Extrusion, Kesselvulkanisation (2 m, 6 m, 20 m) Extruder von 80-120 mm
- Langheizung bis 20 m
- Rundheizung, Länge abhängig von Gewicht und Geometrie
- Dornheizung bis 2 m
- Vulkanisation in Formen und Schablonen für exakte Geometrieausprägungen








Konfektionieren
- Profilringe
- Profilrahmen
- Profilabschnitte
- Rundschnurringe
- Schlauchringe, Schlauchabschnitte
Ob Kaltverklebung, Heißvulkanisation oder Stoßstellenvulkanisation – wir bieten Ihnen die Weiterverarbeitung Ihrer Profile mit allen gängigen Verbindungstechniken.
Computergesteuerte Präzisionsschneideautomaten gewährleisten hohe Schnittqualität – auch bei sensiblen Profilgeometrien oder massiven Profilen.
Methoden der Eck-und Stoßstellenverbindungen für Ringe und Rahmen
- Kaltverklebung: Bereits vulkanisierte Profile werden mittels handelsüblicher Klebstoffe an der Stoßstelle verbunden.
- Kleber auf Cyanacrylatbasis: Die Klebestelle härtet aus, sie ist nicht flexibel und hat eingeschränkte mechanische und thermische Eigenschaften.
- Kleber auf Basis einer Gummilösung: Die Verbindungsstelle bleibt dauerelastisch und hat bessere mechanische und thermische Eigenschaften als Verbindungen mit Klebern auf Cyanacrylatbasis.
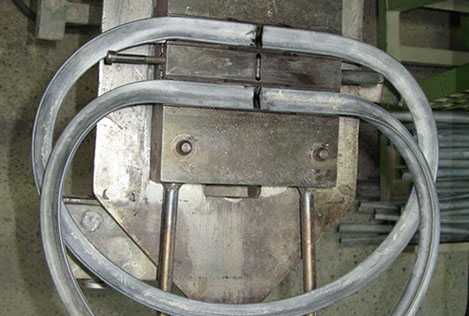
- Heißvulkanisation: Unvulkanisierte Profile werden mittels Gummilösung an der Stoßstelle verbunden und anschließend mit oder ohne Heizschablone im Dampfkessel vulkanisiert. Die Verbindungsstelle bleibt dauerelastisch und hat im Vergleich zur Kaltverklebung bessere mechanische und thermische Eigenschaften.
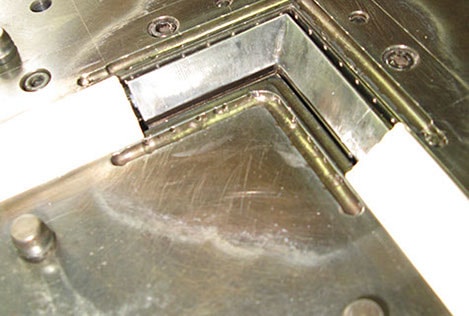
- Stoßstellenvulkanisation, Ecken- und Radienverbindungen mit Einspritzpressen: Bereits vulkanisierte Profile werden in einer geometrisch passenden Form auf Stoß eingelegt. Der Zwischenraum (Spalt bei der Stoßstelle, Ecken und Radien bei den Eckverbindungen) wird durch Einpressen von Rohmischung gleicher Qualität ausgefüllt und in der Form vulkanisiert. Die mechanischen und thermischen Eigenschaften entsprechen denen des Grundprofiles. Die Qualität dieser Verbindungen übersteigt die der Kaltverklebung bzw. der Heißvulkanisation.
- Produkte und Mischungen
- Qualitätsmanagement